Industrial machinery relies on raw, predictable power. When heavy machinery operates smoothly, production lines hit their targets, and operational overhead stays predictable. At the heart of this mechanical muscle is the hydraulic system, a robust assembly where force is transferred through pressurized fluid. Yet, because these systems are engineered to withstand immense stress, they are frequently taken for granted. Workers tend to assume that as long as the rods move back and forth, everything is functioning perfectly.
This oversight can be incredibly costly. A sudden drop in system pressure or an unexpected fluid leak rarely happens without warning; more often, it is the result of gradual wear that went unnoticed. Implementing a structured routine for hydraulic cylinder maintenance is not merely a box-checking exercise for the maintenance crew. It is a vital strategy to prevent catastrophic mechanical failures, preserve precision, and protect a company’s bottom line from the compounding expenses of unplanned operational downtime.
Design Dictates Care: Matching Maintenance to Cylinder Types
Every industrial application demands a specific approach to mechanical longevity. A cylinder operating on a waste management truck faces vastly different environmental hazards than one built into an injection molding machine inside a climate-controlled facility. Therefore, a maintenance program cannot be a one-size-fits-all checklist. The internal engineering, material selection, and sealing configurations dictate how often a component needs to be inspected, what types of failure signs to look for, and when to proactively intervene.
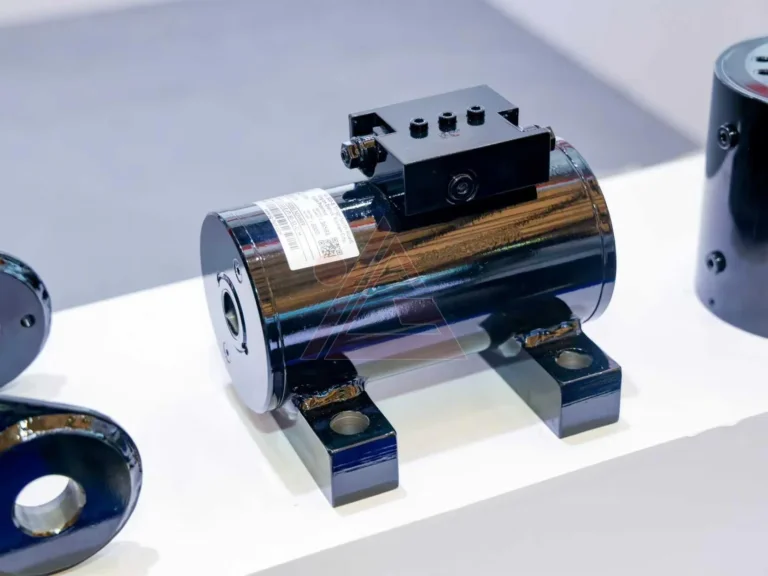
For standard operating environments where cycle counts are predictable and environmental debris is minimal, off-the-shelf components are standard. These Standard Hydraulic Cylinders are typically engineered around universal specifications, making their wear patterns relatively easy to predict. Maintenance for these units focuses heavily on routine fluid cleanliness and standard seal replacements during scheduled service intervals. Because their parts are standardized, the primary objective is maintaining baseline operational parameters to achieve their expected service life without premature degradation.
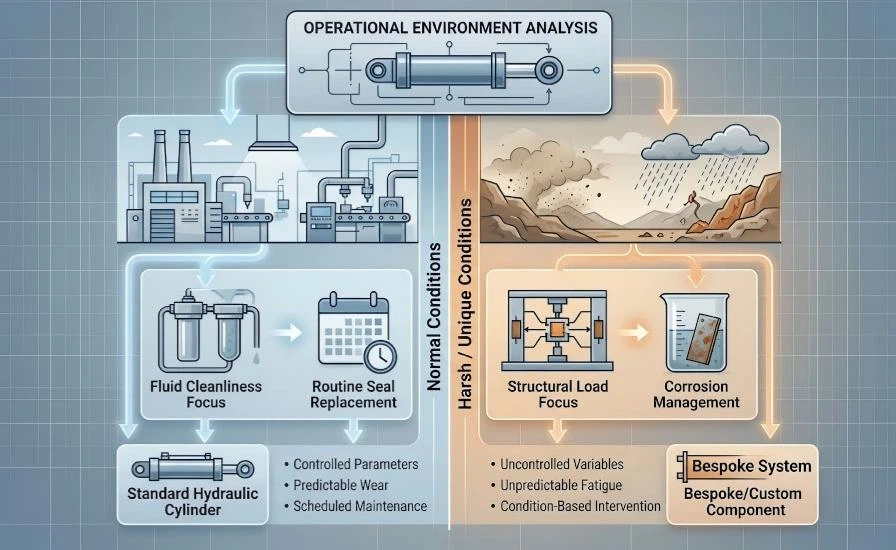
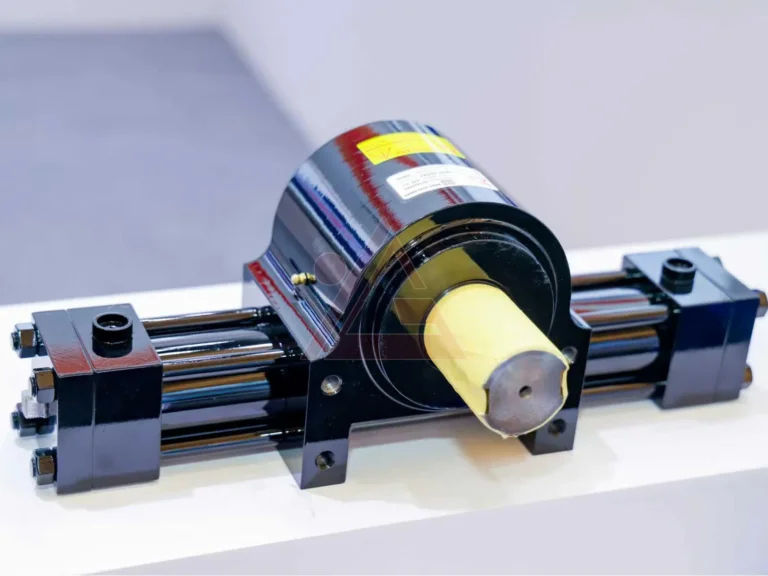
Conversely, custom engineering is needed for specialized equipment or harsh working conditions like marine settings, heavy mining and chemical plants. Such custom hydraulic cylinders adopt high-grade alloys, laser cladding rod coatings and robust sealing systems to resist lateral forces and severe corrosion. Hydraulic Cylinder Maintenance stresses that servicing these cylinders demands thorough knowledge of their design features. For example, models with spherical bearings for structural deflection need different lubrication and alignment maintenance compared with standard tie-rod cylinders. Understanding design-related structural weaknesses is key to avoiding unplanned breakdowns.
Preventative Checklists: Daily Routines and Fluid Management
The most effective maintenance strategy is one that catches a problem when it costs pennies to fix, rather than thousands of dollars in lost production. Prioritizing Hydraulic Cylinder Maintenance plays a key role in this workflow. Developing an intuitive, daily habit of visual observation within the workforce can replace reactive panic with predictable adjustments. A quick walkthrough before shifting operations can reveal the early warning signs of component fatigue before they manifest as a total system shutdown.
The Daily Visual Inspection Routine
A basic inspection does not require disassembling the machinery; it requires an eye for detail. Operators should look for a few critical signs of trouble:
Piston Rod Scoring: Inspect the polished surface of the rod for deep vertical scratches or localized bruising. Scoring compromises the smooth interface between the rod and the primary seal, creating minor pathways for oil to escape.
Fluid Leaks around the Gland: A damp cylinder head or a small puddle pooling beneath the rod gland indicates that the primary rod seal is losing its elasticity or has been compromised by particulate matter.
Rod Wiper Degradation: The rod wiper is the frontline defense against external grit. If it appears cracked, torn, or brittle from heat exposure, fine abrasive particles will inevitably enter the internal housing during the retraction stroke.
Fluid Contamination: The Invisible Threat
| Particle Size / Condition | Potential Risk to System | Recommended Filtration Strategy |
|---|---|---|
| 2–5 Microns (Silt) | Silt buildup causes valve spool sticking and gradual degradation of internal seals. | High-efficiency glass fiber return line filters (3–5 micron absolute). |
| 10–15 Microns (Fine Grit) | Causes severe abrasive wear on the piston head and scores the internal cylinder barrel. | Inline pressure filtration and regular fluid analysis tracking. |
| Water Contamination (Milky Oil) | Triggers fluid oxidation, reduces lubricating film strength, and causes additive drop-out. | Utilization of desiccant breathers on reservoirs and water-absorbing filter elements. |
Controlling fluid quality involves more than just swapping out filters when they clog. It requires monitoring fluid temperature—as overheating rapidly reduces oil viscosity and accelerates seal aging—and maintaining strict fluid transfer protocols so that new oil is never introduced to the reservoir without being pre-filtered.
Deep-Dive Troubleshooting: Diagnosing Common Failures
When a cylinder begins to lose power, moves erratically, or develops a noticeable external leak, maintenance teams must act quickly to diagnose the root cause. Effective troubleshooting requires moving beyond treating the symptoms and identifying the underlying physical or systemic failure.
Internal vs. External Leaks
An external leak is obvious—oil escapes past the gland nut, making a mess on the shop floor. This is almost always caused by a worn or hardened rod seal, or a damaged rod surface that has cut the sealing lip. As emphasized in Hydraulic Cylinder Maintenance, internal leaks, however, are far more deceptive. When fluid bypasses the piston seal inside the cylinder barrel, the oil flows directly from the high-pressure side to the low-pressure return side without performing any useful work.
The system loses lifting capacity, holds loads poorly, and generates intense local heat. A simple way to check for an internal leak is to extend the cylinder fully, safely isolate the fluid supply, disconnect the return line at the opposite port, and apply pressure to the extend side. If fluid streams continuously out of the open return port, the internal piston seal is blown.
Erratic Movement and “Spongy” Operation
If a cylinder jerks violently during movement or feels “spongy” under load, air has likely become trapped within the housing. Air is highly compressible, whereas hydraulic oil is virtually incompressible. This trapped air can enter the system through loose intake lines, faulty pump shaft seals, or low reservoir levels.
When compressed, this trapped air can cause “dieseling”—a phenomenon where the air-fuel mixture ignites under intense localized pressure, scorching internal seals and causing sudden, unpredictable pressure drops. Bleeding the system via dedicated bleed screws or cycling the cylinder through its full stroke without a load can help purge this trapped air.

Structural Misalignment and Side Loading
Cylinders are designed to push and pull in a perfectly straight line. When structural mounts bend, or when a machine frame shifts out of alignment, the piston rod is subjected to an unintended lateral force known as side loading.
This uneven distribution of force pushes the rod firmly against one side of the gland bushing and forces the piston head into the opposite side of the steel barrel. The telltale sign of side loading is an asymmetrical wear pattern: shiny, polished wear marks on only one side of the rod surface, accompanied by premature, one-sided failure of the internal guide rings.
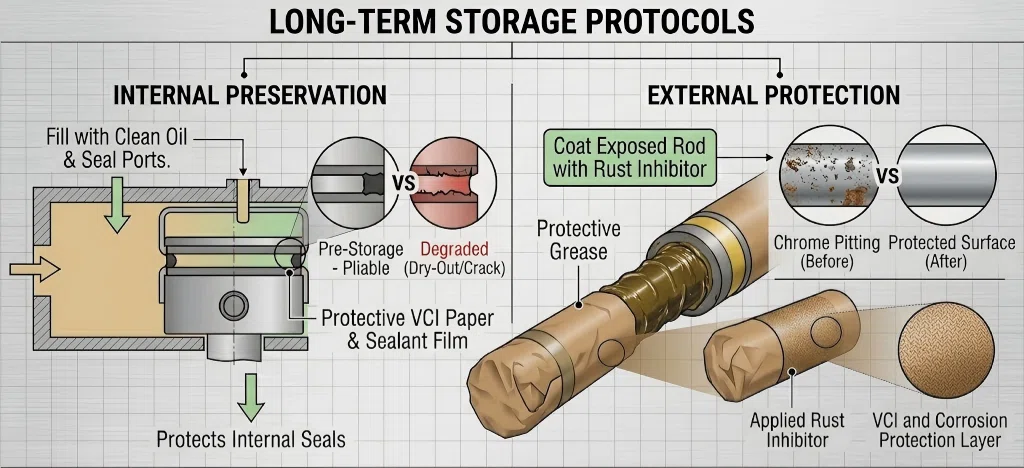
Proper Storage and Seasonal Protection Protocols
Industrial components often spend months sitting in a parts cage or attached to idle equipment waiting for seasonal operations to resume. Without proper preservation, these expensive assets can degrade before they ever see active service. Steel parts oxidize, and internal elastomer components lose the chemical elasticity required to hold high-pressure fluids.
Conclusion: Building a Predictive Culture
FAQ
Why is my hydraulic cylinder maintenance routine failing to prevent rod discoloration?
If your piston rods are turning an unusual gold, bronze, or dark blue color despite regular maintenance, Hydraulic Cylinder Maintenance notes you are likely looking at a thermal or chemical issue rather than standard physical wear. Gold or bronze discoloration often points to a chemical reaction occurring when the microscopic oil film on the rod faces extreme temperatures right as it passes through the gland seal. A dark blue or black tint indicates severe, localized overheating—often caused by a failing internal bearing, intense side loading friction, or working too close to an external heat source without a protective heat shield. When this discoloration appears, it is a warning that the oil film is breaking down, which will soon lead to seal failure if the root cause of the heat is not addressed.
How does extreme operating temperature affect the internal elastomer seals?
What causes a cylinder to drift or creep under a static load when the control valve is closed?
Cylinder drift under static load stems from fluid leakage from the holding chamber, either past internal piston seals or through the control valve. Isolate the cylinder with a port-mounted shut-off valve for diagnosis: persistent drift means worn piston seals; stopped drift points to faulty valve spools or check valves needing repair or adjustment.